

Last month we began down our path to learn more and teach our readers more about the world of fabrication. To start this series off with a bang, we partnered with Lincoln Electric to tackle the basics of welding. We began with an introduction and overview of MIG Welding. Whether you have gained a firm grasp on MIG welding as a beginner or are a seasoned pro, inevitably in the world of customizing and performance we come across something where the more appropriate process for joining is Gas Tungsten Arc Welding (GTAW), commonly referred to as TIG (Tungsten Inert Gas, although this is actually incorrect). To spare the confusion we’ll refer to this process using the common nomenclature as TIG for this article.
TIG welding, is a cleaner and even more versatile method for joining metals. The TIG process can join almost any metal – aluminum, stainless, mild or high carbon steel, magnesium, titanium, and various other metals. To dive deeper into this process, we got together once again with our friends at Lincoln to talk about what you should know when getting started in the world of TIG welding.

Why You Want to TIG
You can think of the difference between MIG and TIG as the difference between an excavator and a hand held garden shovel. -Karl Hoes

We talked with Karl Hoes, Welding Instructor at Lincoln Electric for this story. As he tells us, “You can think of the difference between MIG and TIG as the difference between an excavator and a hand-held garden shovel. If I wanted to dig a basement for a house I’d get the biggest baddest excavator I could find to do the job quickly. If I wanted to plant flowers in my flower bed though, I’d be using one of those hand-held garden shovels.” MIG is the excavator – great for big jobs, especially when you need to cover a lot of area quickly. TIG however offers you the ability to do finer work, at a slower pace, and deliver superior results.
TIG leaves behind no spatter. In tight spaces if the need arises to stop the weld and then restart it, you can actually pick up right where you left off, initiating a puddle at the end of the work you already created, which is much easier to do with TIG than other welding processes. This can reduce the chances of a crack developing due to lack of fusion or penetration as well.
Machines
You don’t need a ten thousand dollar machine to get started TIG welding in your home garage, or shop. While the equipment is a bit pricier than that associated with MIG welding, consider again the time and money saved overall on paying someone else to do the work. Also consider that most of us got into this hobby because we love doing the work ourselves.
This is one more area where you can take total control of your projects and completely influence the quality of work and final outcome. If the final product does not turn out the way you want, you only out your time and materials, and can try again until it’s exactly what you want. Better still, when it turns heads at the next cruise night, track event, or show, you can stand back and tell everyone who asks that you built it yourself in your home garage or shop.
For those of us building and fabricating in a home garage, a machine like the Lincoln Electric Square Wave TIG 175 will do just about any job we could throw at it. This machine offers DC and AC current, and adjustable power output from 10 amps to 175 amps. A foot pedal is included for precise control of power output, as well as all the components needed to make the unit work so you won’t have to buy additional pieces like a foot pedal, torch, etc.

Assuming you already have a quality welding helmet like the Lincoln Viking series and the proper apparel you’re pretty well set to get started. You’ll need the proper shielding gas for your work. TIG specific gloves are also a good idea. These gloves are inexpensive, provide good hand protection and feel for TIG projects. TIG gloves allow for more feel than traditional stick or MIG gloves because they simply need to protect you from the heat and UV rays, not the spatter. If you buy the machine, a pair of gloves, a cylinder of gas, some rods, and a pack of tungsten, you’re probably going to be able to start TIG welding in your garage for an investment of right around $2k.
 Components
Components
TIG welding requires the use of a separate torch and filler material. Unlike in MIG welding where the filler material is supplied through the torch or gun, with TIG each hand has a specific job to do.
A typical TIG outfit will consist of:
- The TIG machine
- Filler Rod
- Control Foot Pedal
- Welding Torch: Torch will contain Collet, Gas Nozzle, Cup and Tungsten electrode
- Gas Cylinder and Regulator
Safety
We always stress safety when working with any kind of machinery in the garage. While you don’t have to worry about spatter burning through your clothes with a TIG welder, you do need to be cautions in terms of heat, light exposure, and the chance of electric shock. A TIG welder can reach temperatures of six thousand degrees Fahrenheit. At the same time the light from a TIG is UV light. This is not the same UV waves that you get from the tanning bed. These will leave you with a nasty sunburn that won’t exactly fade nicely making it look like you spent time at the beach – this burn WILL hurt, so stay protected at all times.
When grinding your tungsten electrodes, it’s also important to wear an appropriate dust mask. These electrodes contain metal alloys, many of which are rare earth metals. Exposure to too much of this dust could cause serious health problems. You should also incorporate a method to collect the dust from these electrodes. It does you little good to protect yourself from the dust while grinding only to ingest it later as it blows around your shop. If you can’t effectively collect and dispose of the dust properly, then you’ll want to stick with a non radioactive alloy tungsten.



A pair of TIG gloves is definitely a must and we’ll stress yet again, not only do these protect your hands from the heat and UV rays but also from electrical shock. We’ve all seen the “tough guys” on TV welding with bare hands, in a T-shirt, tinted safety glasses, and a baseball cap. We can’t stress enough how bad of an idea that is for your long term safety and health.
Machine Setup
Setting up your machine is all about the material you’ll be welding as well as how you’ll perform your work. Your own skill level becomes a factor here as well.
Gas

A flow regulator is included with most Lincoln Electric TIG machines. This regulator does not measure psi, it measures cubic feet per hour. “The flow rate is critical,” says Hoes. Typically in automotive applications you are going to run a flow rate of fifteen to twenty cubic feet per hour. But this will depend on the cup size you’re using, the bigger the cup, the more gas flow you’ll likely need. The gas flow can also vary by the material you’re welding.
Polarity
This is an area that can be confusing to beginners. Polarity is the direction that current flows in the welding circuit. Many TIG machines can also be used for stick welding. As such, they often have three polarity settings.
- DC Positive
This is used primarily for stick welding only, since most TIG welders are multi-purpose many have a setting for DC+, but you will seldom use it for TIG. DC positive will put the majority of heat into your tungsten rather than into your work. This can actually cause the tungsten to overheat and begin to fall into your work material contaminating it.
- DC Negative
Used for the majority of TIG welding. Current flows from the welding torch into your work material. This puts the heat into the material to be welded.
- AC -Alternating Current
 Alternating current is used primarily for aluminum and magnesium. Both of these metals are covered in an oxide that has a melting point of around 3700° F, about three times the melting point of the metal. Even if you scraped away the oxide with a wire brush or grinder, it comes back almost instantaneously due to the metal’s exposure to oxygen in our atmosphere.
Alternating current is used primarily for aluminum and magnesium. Both of these metals are covered in an oxide that has a melting point of around 3700° F, about three times the melting point of the metal. Even if you scraped away the oxide with a wire brush or grinder, it comes back almost instantaneously due to the metal’s exposure to oxygen in our atmosphere.
The solution is to use alternating current, or AC setting on the welder, which switches back and forth from positive to negative. This process occurs 120 times per second (60hz). The positive half of the AC cycle is what strips the oxide off the aluminum, or magnesium so you can weld the metal.
Balance Control
 Square wave TIG machines have what is known as balance control on them. This adjusts the amount of time the machine spends on each type of current (positive or negative) when in AC mode.
Square wave TIG machines have what is known as balance control on them. This adjusts the amount of time the machine spends on each type of current (positive or negative) when in AC mode.
The Square Wave TIG 175 has a feature called Auto Balance which automatically sets the balance. Some machines will also have manual balance control only, which will require proper setting, and is recommended for more experienced welders.
Current
Sharpening Tungsten
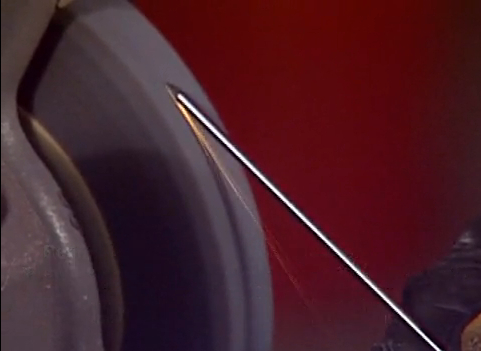
A sharpened end is required for most TIG welding. This generates a more finely focused arc. You have a couple options for sharpening. Since we’re focusing on beginners we’re going to talk about sharpening with a grinding wheel since you probably already have a bench grinder in your home shop. Use a dedicated wheel for tungsten only, don’t use a wheel that will be used for any other purposes. Sharpen the tungsten vertically, this will allow current to flow properly. Once sharp, flatten the tip ever so slightly for a blunt but sharp point.
The current, or amperage, is the measurement of electron flow in the welding circuit. Think of it as the thermostat – he higher the setting, the higher the heat input. A typical rule of thumb for most metals is one amp of current per every one thousandth of metal thickness. Sheet metal is often measured and sold by gauges however, so you can either measure the material with a micrometer or keep a handy chart to find the thickness of each gauge type.
You can weld on higher current than recommended for the material. This will require you to work faster, but if you are skilled it also minimizes the overall heat exposure of the material that you are welding.
Welding at lower current than prescribed is also possible. Lower current will allow you to work at a slower pace. Working at a slower pace on lower current though can increase your input of heat into the weld.
There is a caveat to all of this. The foot pedal allows you to vary your current flow, from zero to the maximum setting that you have preset on your welder. Adjusting current flow for your speed and weld conditions is something that you will master as you learn to TIG. For example approaching the end of your work such as two pieces being welded together, may require you to back down the current level to minimize the heat. This is one of many skills involved in TIG welding that you will need to master as you learn.
Tungsten
Today’s TIG machines are more forgiving than ever before, and many seasoned pros have made their own rules for selecting which tungsten to use. For us beginners though, we should make an effort to select the proper tungsten whenever possible.
Tungsten come color coded to represent their makeup. Though it is called a non-consumable electrode, the heat from the welding process combined with the need to sharpen the tungsten will eventually cause it to be consumed. There are numerous resources available to you online for selecting the proper tungsten. Lincoln also includes a guide with their TIG welders.
We would like to stress that you should not rely solely on the color coding system to select the proper tungsten. This is due to the standards not being the same worldwide for the color coding system. With so many products coming from out of the country these days, it’s more important than ever to select the proper tungsten based on the label rather than the color coding.

Many shops and those in the rodding and motorsports industry still prefer the red, or thoriated tungsten. The use of thoriated tungsten is being discouraged however, as the thorium contained in this tungsten is slightly radioactive. As such, ceriated and lanthanated tungsten are taking the place of the thoriated tungsten in many applications.
In aluminum applications you’ll most likely use the green or pure tungsten. However an increasing number of welders are using alloyed tungsten sharpened to a blunt point with aluminum. This yields a more focused arc. This is made possible due to the balance controls of the modern TIG machines.
 Filler Rod
Filler Rod
The filler rod can make all the difference in your weld quality and longevity. This is also an area that can be somewhat confusing. Considerations to keep in mind when selecting a filler rod are strength, ductility, heat exposure, corrosion resistance, and finishing options.
Lincoln includes a guide with their welders, GTAW, JFLF834. There is information in the back of this guide for the most commonly welded metals and their proper filler rods so always refer to your guide when selecting the correct filler rod for the type of material your will be welding.
The TIG Process
Just as we talked about with MIG welding, prep work is king when it comes to TIG welding. Your work MUST be extremely clean when TIG welding to avoid contamination. Use separate brushes for each type of material, carbon steel, stainless, and aluminum. This will prevent tiny particles of each from contaminating the others. Also using sanding wheels and discs is another area you’ll soon become familiar with.

“TIG welding is like driving a manual transmission, you control when to shift, you can shift early or run out the gear. TIG is very manual, you can change your amperage and travel speed. These things all work together,” Hoes tells us, so it’s important that they work in conjunction.
When TIG welding you will push the weld. This means you will work from right to left (assuming you’re right handed), starting the weld at the right side of the material and working your way left. This keeps the weld shielded during the process while the metal is hot.
TIG welding is like driving a manual transmission, you control when to shift, you can shift early or run out the gear. TIG is very manual, you can change your amperage and travel speed. These things work together.
Once you strike the arc, you should watch the puddle form, as the puddle forms, you will dab in your fill rod. Heat and dab, then repeat. Dabbing the filler rod into the puddle allows the fill material to close the gap and join the two pieces of metal. The heat alone from the ARC is actually melting the metal and can be used to “tac” the material. Some welds can actually be completed without the use of filler material. However in most cases a filler is required to complete the weld properly.
The greater the amperage the hotter the arc, however if you remain close to your work area you also focus that heat on only the area you’re working instead of a broader area of the work piece. This can produce better results overall. You will need to spend time practicing your speed with various amperage settings and different size filler rods and materials.
 Unlike MIG welding, with TIG welding you never actually contact your work surface or your filler material with your torch electrode. If you touch the tungsten tip to the work surface or the filler rod while working you will have to remove and sharpen the tungsten. Failing to do this will cause an uneven arc or the arc to move around. This will affect the quality of your weld.
Unlike MIG welding, with TIG welding you never actually contact your work surface or your filler material with your torch electrode. If you touch the tungsten tip to the work surface or the filler rod while working you will have to remove and sharpen the tungsten. Failing to do this will cause an uneven arc or the arc to move around. This will affect the quality of your weld.
You will use the foot pedal to control the output of the weld torch. Think of it like an accelerator, pressing down increases the current output, letting up decreases it. With time and practice you will master the skills of when you need more or less current.
Tips for TIG welding:
- Practice on scrap: You don’t need to try and weld a show piece your first day welding.
- Stay close to your work: When working on DC current your arc distance is going to be pretty tight. “Typically, younger guys have an easier time learning this because their eye sight is better,” says Hoes, “Older guys who have never TIG welded want to pull the torch and electrode back further because they can’t see as well.” When welding on AC your arc length can be slightly longer than on DC.
 Get some cheaters: Diopter or magnifying lenses are available to fit inside your welding helmet. If you can’t see your work well or prefer to work with some type of magnification these can be helpful.
Get some cheaters: Diopter or magnifying lenses are available to fit inside your welding helmet. If you can’t see your work well or prefer to work with some type of magnification these can be helpful.- Get comfortable: Prop your hands on the table, prop up your elbows, work at a comfortable distance, but stay close to your work. Think of TIG welding like handwriting, the weld bead is your signature. You wouldn’t sign an important document in an awkward position.
- Work at your own pace: In the beginning you’re not going to be able to weld very fast. You can lower your current level and weld slowly, this will ensure you don’t burn through the metal and can focus on the fundamentals of good TIG welding techniques.
- Sharpen several tungsten electrodes before you begin: Everyone contaminates the tungsten as beginners. Keeping a few sharpened while you’re learning will speed up your time with the torch.
- Keep everything you need close: Extra pieces of sharpened tungsten, filler rods, materials to be worked on.
- Post flow: When you’re done making a pass, keep the torch in place for a few seconds more, this is known as post flow. It will allow additional shielding gas to flow, protecting your weld. This is preset to 15 seconds on the Square Wave TIG 175. On some machines this is set manually. A good rule of thumb is about 1 second of post flow for every 10 amps of current.
- Clamps and fixtures are useful for holding your work in place: Remember both hands are tied up when TIG welding. One with the torch and the other feeding filler material, so clamps will soon become your best friends.
- Handy resources: Having a good handbook or references handy will save you from running back and forth from the garage to the house looking up material or watching instructional videos.
- Take a Class: You’ve invested a lot of hard earned money into a quality TIG machine and the materials needed to use it. Take the time to learn from a pro. If you can’t make it to a Lincoln Welding school, check with your local community or technical college as many offer trade programs.

Good and Bad Welds
A good TIG weld effectively joins or repairs the materials – it is free of contamination and is strong and lasting with proper penetration and fusion. Proper gas shielding, and cleanliness are even more critical in TIG than in the MIG process. Lack of shielding, or the presence of contaminants can greatly affect the outcome of a weld.
A good weld will expose the metal to be welded to a minimal amount of heat. The weld bead will be shiny when finished and the bead for the weld will be even and clean, the term “stack of dimes” if often used. Also the bead will be exactly what is required not overwelded or underwelded.



Left: A quality weld with the proper heat input and correct bead formation. Center: A weld where the current was lowered and travel speed decreased, this weld was too hot for too long, and not properly shielded due to the decrease in travel speed. Right: A comparison of the good and bad welds
Other features of a good weld include proper placement, uniform, a good wash in at the toes, and have a flat or slightly convex shape to it. Craters, especially those at the end of the weld need to be filled. This is especially important on aluminum as hollow craters tend to crack.


We have only scratched the surface of TIG welding here and this process can take a lifetime to master. You should keep in mind there are no perfect welds, just good or bad ones. With practice, patience, and a little help from the experts, you can learn this valuable skill and save yourself time and money in fabrication as well as enjoy your garage building and projects that much more! Stay tuned for our next installment of fabrication tips and tricks from the pros.













