

A short time ago we floated EngineLabs readers the opportunity to send in their piston ring-related questions to one of the men we consider one of the foremost technical experts in the world on the subject of piston rings, their performance, and application-specific uses—Keith Jones of Total Seal Piston Rings. In this segment on EngineLabs, we regularly offer readers the opportunity to interact directly with some of the engine industry’s movers and shakers. Previous Q&A sessions have taken place with Nolan Jamora of Isky Cams and David Fussner of JE Pistons, and we have many more on tap moving forward.
Here are the top ten questions selected by EngineLabs for Keith’s consideration, along with his detailed answers. There are few photos, because this is very heavy on information. Enjoy!
1) With the Total Seal ring design, is there any disadvantage of using a larger ring gap on my normally aspirated engine for the possibility of later adding nitrous or boost or will it still result in more blow-by under normal operating conditions? Or is that negligible with the zero gap design?
Chip Schweiss
Keith Jones: There is no disadvantage to what you propose, and this is exactly my recommendation for an application like yours. This is what I refer to as the “dual purpose” application. We get many customers like yourself that run an engine naturally aspirated 98-percent of the time, then using nitrous or boost—or both—really crank it up on occasion. So the Gapless ring is the perfect way to address the increased end gaps that are required to be there to deal with the heat generated by the power adder. So set the gap for the worst case scenario and forget about it. It will have plenty of room to grow and none of the excess blow-by that is associated with large ring gaps.

2) A real area of interest for me is the increased durability of modern engines, even with their high specific output. I do understand that it’s due to many factors. What I’m talking about is that people pretty much expect their well-maintained engines to last 100, 150, or even 200,000 miles nowadays. Would you elaborate on this, at least in the area of piston ring seal? Can a modern (Coyote, LS, 3G Hemi) rebuilt and hot rodded street engine still achieve this, even when pushed beyond the original factory output? What’s required? Can an older design engine also achieve this if modern parts and machining are used? I’m particularly interested in this entire subject. Can you put actual tolerances such as cylindricity, surface finish, etc., on this? Or from the viewpoint of what’s required equipment-wise, assuming competent operation, for a machine shop to achieve these requirements? How to tell if a shop can machine and/or build not just a hot engine but a long term durable engine.
Scott Windle
Keith Jones: Scott, that’s a good question, and the answer can be a bit complex. The reasons for the great mileage we see today is all the advancements that have been made in the following places, electronic engine management, material technologies: tougher rings, better coatings, tougher cylinders, much tighter machine tolerances, and much better oil products, just to name a few.
Can a person up the power level and still achieve these things? The answer is yes. But the engine has to be prepared as well as it was from the factory which is pretty darn good these days. To elaborate, one of the big issues I see is engine management. The OE spends thousands of hours getting every possible parameter dialed in on the fuel/engine map to assure it runs in a safe conservative environment. When we start changing these to accommodate the increased power level and don’t get it to that same safe condition, we start hurting parts. I see excessive fuel wash problems and detonation/overlean issues all the time. This is simply the lack of time spent on getting all the curve correct from idle to wide-open-throttle and everything in between. And that takes hours, even days, on the dyno… not minutes.
Another side is machine work; almost every late model OE engine I’ve had the opportunity to check is almost textbook perfect on surface finish as well as bore geometry. Most shops have a hard time duplicating this level today as the OE have extremely sophisticated (and expensive) equipment at their disposal.
One must also look at piston rock. The OE configuration keeps the piston very stable in the cylinder, which helps to produce very good ring seal and reduces skirt wear. I’ve seen many aftermarket pistons that don’t have the low rock-over numbers as seen in the OE design, and this is especially true in the stroker kits where the piston skirt comes out of the bore. This makes it much more difficult to maintain good ring seal and shortens piston life.
So if one applies the same techniques to an older SBC, it is possible to achieve that level of performance and life, but it’s all in the details. If you find a shop that has the tools to measure surface finish (profilometer), and has access to an incometer (measures bore geometry) you probably have found someone that cares enough to help you get it as good as possible, which is the other factor—the human one. To give you cylindrical and surface finish numbers, I would need more specific information on your specific application as this is part of what determines those numbers.
Please feel free to reach out to me directly to discuss your specific application we can can in to greater detail.
3) I’m preparing a new block and will be using your 0.9mm Gapless top ring set. What type of bore finish will work best ?
Bill Dixon
Keith Jones: Bill, to give a proper answer I need to have a bit more information. To give a proper recommendation I need to know what type of block you have: stock production (and if so, which one), Dart, Bowtie, etc. The cylinder’s hardness has a lot to do with how we prep a cylinder, and what one would do on a stock block is different than what one would do on a Bowtie block.
Also a little insight to the application is always nice. Do you know what brand/type of equipment is being used to perform the work (Rottler, Sunnen, etc.)? There is a lot more to it than just calling out grits; we are way past that these days. I can get you the info you require, just need a bit more detail about what you are doing.
4) Can you tell me what are the correct piston ring materials and/or finishes to run in, (a) cast iron liners, (b) steel liners plated with Nikasil, (c) aluminium liners plated with Nikasil? Do all 3 sets of rings (top, second, oil control) have to be of an appropriate material to run with a given bore material? Is there any ring material or spec that will run in all types of liner?
For Nikasil read any nickel silicone carbide plating process…
Engines are Ferrari V8, one at 87mm with spun ductile iron liners from Westwood. Another is Ferrari V8 at 85mm bore with standard Ferrari aluminium nikasil liners. All used in full race spec engines.
David Wedge
Keith Jones: David, with an iron liner one can run most any type of ring material and/or coating as long as they fit the performance requirements of the application. Meaning we wouldn’t run a plain non-coated cast-iron ring in a 1,200 horsepower marine engine that has a 1,000 hour service interval. That ring would never survive that application for long of a period.
So it comes down to Nikasil, and it doesn’t matter if it’s on an iron or aluminum substrate. What does matter is that you do not run a hard chromed ring against it. Nikasil will generally work fine with plain iron rings, moly-coated rings as well as CrN (chrome nitride) or TiN (titanium nitride) coated parts. What one has to be very careful of, is that it has a proper finish on it. Rings by nature plateau a cylinder finish and will correct incorrect bore finishes all on their own over time. But in the case of Nikasil, the surface is extremely hard, and if the bore finish is too rough to start with, it can/will damage the face of the rings on fresh startup. This will in turn can cause the ring to damage the Nikasil over time.
So it is very important that the surface be very smooth. Using simple Ra, we want to see the surface be in an Ra of 4-8 µin (microinches), no rougher. On the iron liners from Westwood for your type of application, I would look for the surface finish number to be as follows.
RpK 10-15
Rk 20-25
RvK 30-35 all measured in microinches.
5) The current recommendation for top ring end gap is .0045-inch X the diameter of the cylinder bore. The recommendation for second ring is the same at .0045-inch X the diameter of the cylinder bore. Would you agree that the top ring is exposed to more heat than the second ring and should be opened up or the second ring could be closed up some? The basis is naturally aspirated circle boat engine.
Phil Mitchell
Keith Jones: Phil, you are correct the top ring sees the most heat. So by the nature of our spec, when at temperature the top ring gap will be tighter than the second ring gap. Based on your application I see no need to change those specs; they should work perfectly in your application.

6) I am putting a 6-71 roots blower on a 331 SBC that was originally set up with alcohol port injection. It will be brought down to 12.0:1 compression with the proper gaskets. The 4.030-inch pistons are gas-ported. I’m uncertain what type of rings are in it now, but know that I will be taking them out to check the material, gap and wear. My question is, what type, material and gap do you recommend? Is zero gap an option? And do you feel the ring lands will hold up? This a full race application on alcohol with around 15-percent overdrive.
Rob Berling
Keith Jones: Rob, it’s kind of tough to answer a question about your piston’s durability without knowing more about it. From a ring point of view, the gas ports are great, and I highly recommend them. And yes, the Gapless ring would be perfect in that application as it will permit the use of the large end gaps that are typically required in a forced induction application without the extra blow-by that accompanies same. I would look to either our MS (steel) or MT (hardened ductile) Gapless top ring sets; either should do a great job in that application. Once you have it apart and can tell me a bit about the piston and its ring groove sizes I can make a more detailed recommendation.
7) My question is in regards to Total Seal ring packages with the Gapless ring in the second piston groove. Current race practice is to open up the second ring gap to ensure no pressure build up to potentially unseat the top ring, so the use of a zero/near-zero leak second ring would appear likely to exacerbate flutter. What is the rationale here?
Bill Ball
Keith Jones: Bill, the pressure buildup theory (ring flutter) is just that: a theory. That theory holds water and has been proven, but unfortunately is being applied as specific rule across all engines ever made and it simply doesn’t hold water when applied with that broad of a stroke.
Most production engines, until recently, have all adhered to the second ring tighter than the top practice—that would be 100-plus years of engines. I can tell you with great certainty my old man’s 1976 Chevy Vega did not have a ring flutter problem. My point is ring flutter takes a very specific environment to occur, and it can and does happen, but is nowhere near as widespread as it is thought to be.
What I see/hear today from people, I equate to the same as going to WebMD and self-diagnosing a health issue. Of course every time you look there, you have a fatal, non-curable disease, even though the doctor tells you it’s a simple head cold. My point is that the term ‘ring flutter’ has become a catch-all term; anytime there is a ring seal issue it must be ring flutter. It couldn’t be a worn-out ring groove, bad bore finish, poor cylindricity or any of a dozen much more common things that can cause poor ring seal.
For example, we have a very good, well-known customer who builds top-shelf 410 Sprint car engines. These are—as you likely know—are very high-compression, high-RPM and high horsepower engines. He has run the Gapless second for over 30 years and states that he has no reason to change; they seal perfectly and they are looking at everything. At the same time, the late model diesel engines from the OE suppliers are being shipped with very large second ring gaps in the .060- to .070-inch range. We convert these rings to Gapless for our customers on a daily basis and get rave reviews about how much better they seal up. So if we simply go be the theory why do these work so much better? Another thing to think about is this: if one has to open up the second ring gap to settle the top ring down, maybe one is looking at the wrong end of the horse.
Please feel free to contact me directly we can discuss in much greater detail that this space simply doesn’t provide.

8) Not too long ago, Hot Rod made a comparison build of a SBC using different width rings; with no other changes reported. The results were the thin rings were hardly worth the trouble. However, I know of no person that would build an engine with thin rings yet not back-cut the rings, use gas ports and extend the RPM over the tested range. Keith, how different would those results be had the magazine gone to “the next level”? Would these additions survive a street engine as well?
Jeff Lee
Keith Jones: Jeff, I too was surprised by those results. But since I wasn’t there, I can’t speak to all the specifics of the build or the test, and to why they had the outcome they did. As one can imagine there are hundreds of variables in play here.
What I can say is that we’ve sold thousands of these sets over the years to competent, well-known engine builders that have used 1.2mm rings and .030-inch spacers to go into 5/64, 5/64, 3/16-inch ring combinations and have almost always seen significant power gains. The best testament is that they keep buying them. If they didn’t see positive results they wouldn’t be re-ordering them year after year.
I have one very well-known builder who did a back to back on two different 305 Chevy engines (both fresh builds) where he pulled the 1.2mm/.030-inch spacer combo out and went to a .0325-inch ring and .046-inch spacer combination. They used the same 5/64, 5/64, 3/16-inch groove pistons and oil rings and simply made the change as mentioned. One engine picked up 15 horsepower, the other 17 horsepower, and that was the only change.
If one simply looks at the modern production engine you will find rings across the brands have all gotten very thin. We see as thin as .8mm/.8mm/2.0 mm as in the Corvette. Keep in mind that this is a supercharged engine making over 600 horsepower, and it has a warranty! If these thin rings didn’t hold up over the long haul, the OEs would not run them. They are after lower tailpipe emissions, better fuel economy, reduced wear (all from reduced friction) and the engine must last at least the life of the warranty. If the thinner rings didn’t provide all of these, they would simply put larger, less-expensive ring packs in them. I hope this helps to assure you about all the benefits a thin ring set has to offer.
9) With the trend being narrower rings for reduced friction it has brought the need for better ring materials to suit the new environment. Narrow steel rings are now standard on even OEM applications. The question is how well do these rings interact with old school engines where the material composition of the cylinder bores might be one step above bubble gum? Maybe lead to accelerated cylinder bore wear?
Steve Roehlk
Keith Jones: Steve, the newer thin rings work great on the older stuff. They are generally easier on the bores as they have much lower friction. Excessive bore wear is generally—but not always—a lack of lubrication. Rings and pistons ride on a film of oil just like a water ski rides on top of the water, except at TDC and BDC when the piston is reversing its direction. So as long as the oil film is adequate, the wear should be reduced.
The only caution I would take is with oil ring tensions. Older engines are designed with much higher volumes of oil being thrown around (larger pump volumes, looser bearing clearances, etc.) than their modern counterparts.
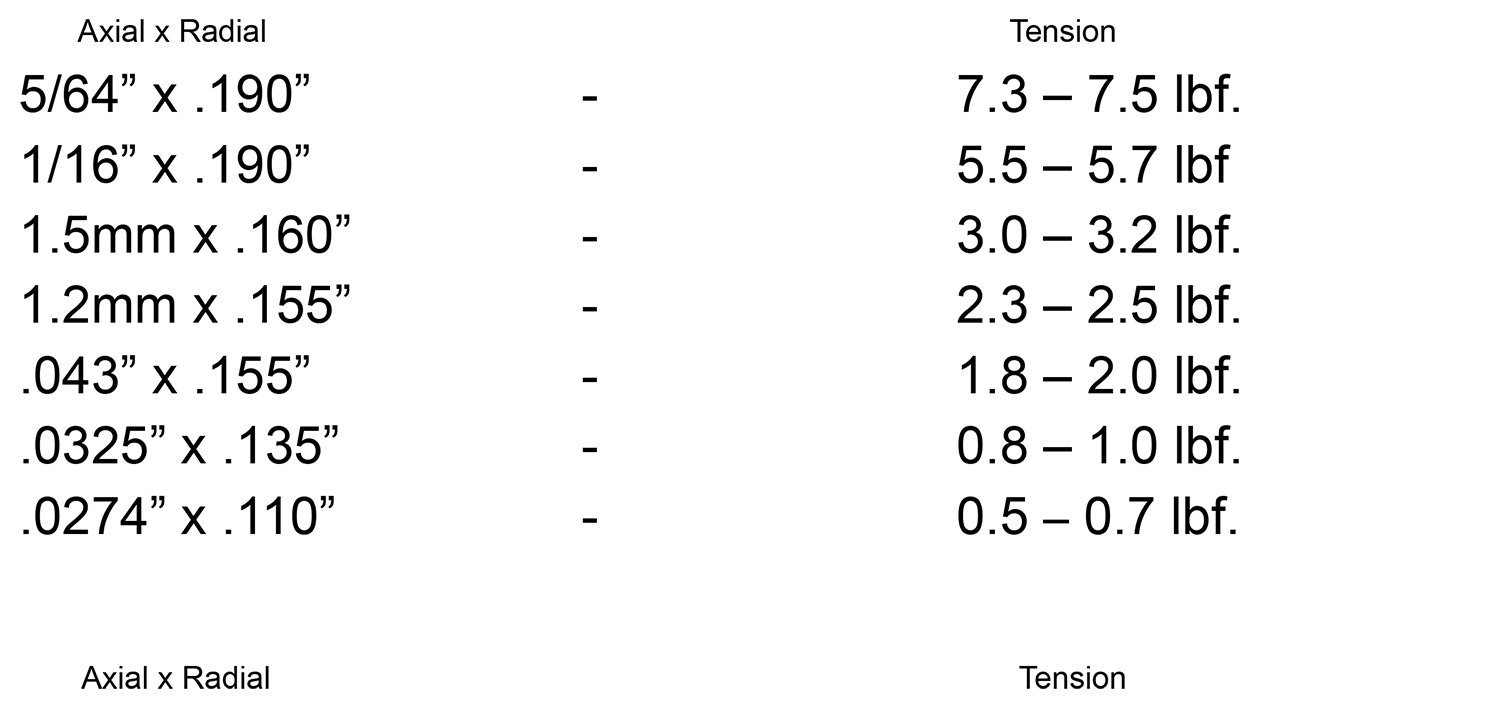
One has to be cautious of the words “standard-tension” when it comes to oil rings. Standard-tension is relative to the size of the part. Example: a standard tension 3/16-inch oil ring at 4.030-inch is 20-pounds, a low-tension 3/16-inch ring at the same bore size is +/- 16-pounds. But a standard-tension 3.0mm oil ring at the same bore dimension is 10-pounds; that is half the tension of the standard tension 3/16-inch ring that most engines were designed with back in the day. That doesn’t mean you can use the light stuff—you just need to be sure about what you are getting especially on oil ring tensions.
Here are some comparisons on ring tension.

10) I have built over 50 T series MG vintage race engines. I have won over 25 races out of over 200. This is my final engine and I would like to have your thoughts. I have a special factory racing block, 1 of 18. I have had Marine Crankshafts make up a special crankshaft with Ford racing bearings, Toyota racing bearings, because the only bearings available are aluminized. Before I order pistons and rods I would like to have your recommendations. It is a 1,488 cc 4-cylinder pushrod engine with 12.0:1 compression, and I would like the powerband to run from 5,000 to 7,500. It will have a Schneider cam.
Don Martine
Keith Jones: Don, for that type of application I would run the thinnest/low drag parts available for your bore size, possibly 1.0mm/1.0mm/2.0mm or similar. I would use a Gapless top ring set as the Gapless top ring draws the hardest on the intake stroke and fills the cylinder better. If we can fill the cylinder with more and and more fuel we should be able to make more horsepower. But I will need to know what your bore size to give you a specific recommendation. Unfortunately not every ring size is available for every possible bore size. Please contact me with that info and I will make a recommendation.
______
We here at EngineLabs wish to thank Keith for his efforts to answer each of these questions, and hope you have enjoyed reading his responses.
Thanks for following along; we have another one of these sessions scheduled to hit shortly with Ben Strader of EFI University. Stay tuned to EngineLabs for more Ask The Experts in the future!













